
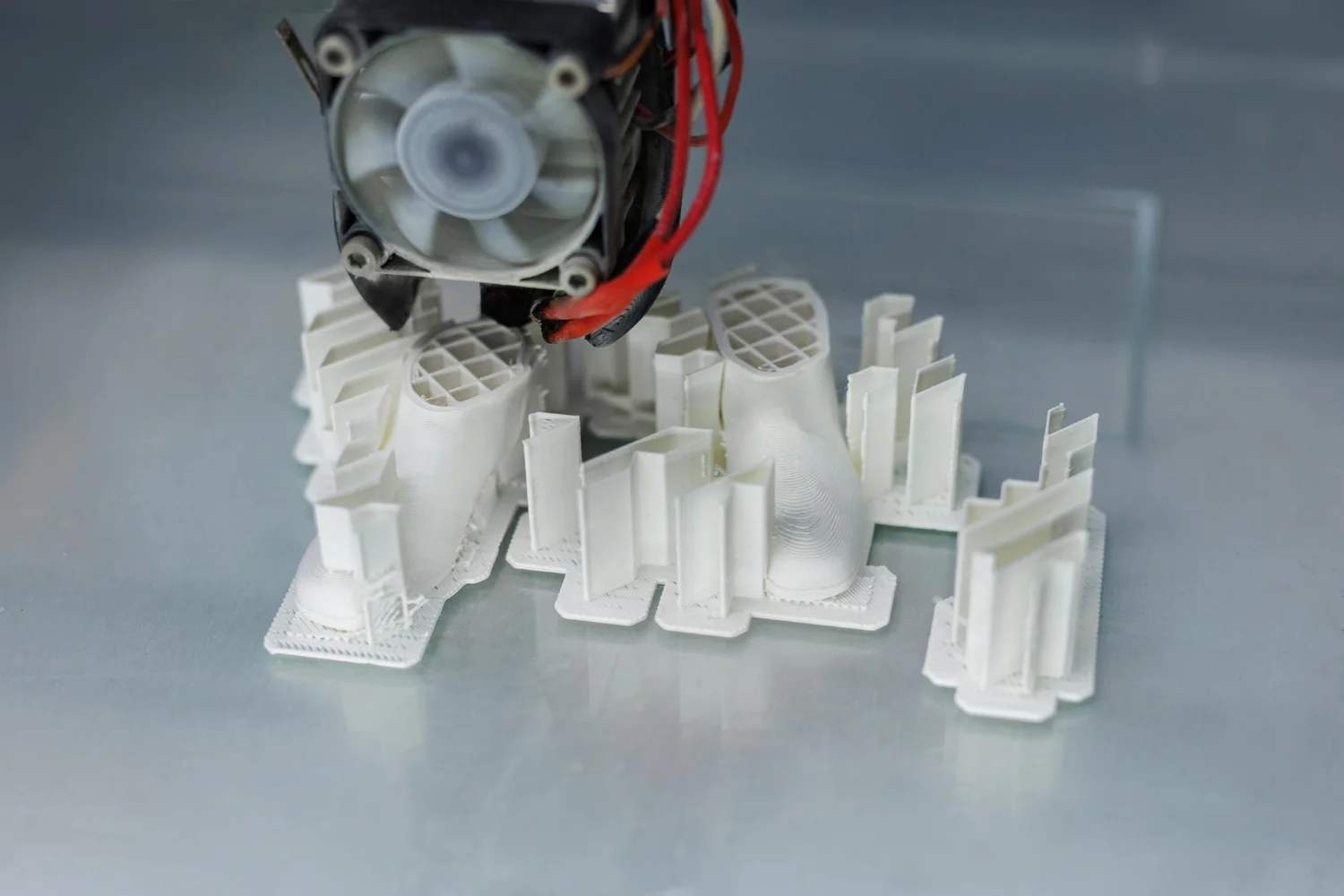
Daudzi cilvēki domā, ka perfektu 3D izdruku noslēpums slēpjas pašā printerī, bet patiesībā īsta maģija notiek projektēšanas fāzē. Labi sagatavots 3D modelis drukās ātrāk, izmantos mazāk materiālu un būs mazāk kļūdu neatkarīgi no tā, kuru tehnoloģiju izmantojat.
Pie 3DBaltic, mēs katru mēnesi saņemam simtiem failu, un mēs redzam to pašu modeli: kad modelis ir rūpīgi sagatavots, druka darbojas pirmo reizi. Ja tā nav, pat labākā mašīna var radīt kļūdainu rezultātu.
Neatkarīgi no tā, vai strādājat ar FDM funkcionāliem prototipiem vai SLA augstas detaļas detaļām 3D modeļa sagatavošanas process ir drukas kvalitātes pamats.
Ātrā atbilde: Izmantojiet STL vai OBJ lielākajai daļai 3D drukas projektu un nodrošiniet eksporta izšķirtspējas līdzsvaru detaļām un faila lielumu.
Visizplatītākie 3D drukāšanas formāti ir:
Eksportējot dizainu no CAD programmatūras, izvairieties pārāk zema izšķirtspēja, kas rada slīpētas malas, un pārāk augsta izšķirtspēja, kas padara failu nevajadzīgi lielu un grūtāk apstrādājamu.
Pro padoms: Lielākajā daļā CAD rīku jūs varat pielāgot iestatījumu “akorda augstums” vai “novirze” - mazākas vērtības uzlabo gludumu bez vēdera uzpūšanās faila lieluma.
Ātrā atbilde: Pārliecinieties, ka jūsu modelis ir ūdensnecaurlaidīgs - bez caurumiem, spraugām vai nesadalītām malām.
3D printeri nevar interpretēt nepilnīgu sietu. Bieži sastopamās problēmas ir apgriezti normāli, dublētas sejas un nelielas spraugas starp virsmām. Tie noved pie neveiksmīgām izdrukām vai dīvainiem artefaktiem gala objektā.
Izmantojiet tādus rīkus kā:
Ātrā atbilde: Sienām jābūt pietiekami biezām, lai tās nodrošinātu izturību, bet ne tik biezām, lai tās iztērētu materiālu vai palielinātu drukas laiku.
Katrai drukas tehnoloģijai ir minimālais sienas biezums:
Tāpat pārliecinieties, ka iegravēti vai reljefi elementi ir pietiekami lieli, lai tie būtu redzami pēc drukāšanas — FDM, vismaz 0,4 mm dziļums/augsts; SLA gadījumā ir iespējams smalkāks, bet tomēr ir nepieciešams minimums.
Pro padoms: Pārbaudiet savu dizainu, salīdzinot ar printera dizainu sprauslas izmērs vai lāzera vietas izmērs — sīkāka informācija par šo netiks pareizi atrisināta.
Ātrā atbilde: Modeļa pozicionēšanas veids ietekmē izturību, virsmas apdari un drukas laiku.
Apsveriet arī to, kur pieskarsies atbalsta struktūras - jo mazāk redzamu atbalsta zīmju, jo mazāk nepieciešama pēcapstrāde.
Ātrā atbilde: Izvairieties no asiem stūriem un stāvām pārkarēm, lai samazinātu nepieciešamību pēc balstiem.
Noapaļotas malas (filejas) ne tikai uzlabo izskatu, bet arī samazina stresa koncentrāciju funkcionālajās daļās. Tāpat slīpējumi var atvieglot detaļu drukāšanu bez balstiem.
FDM drukāšanā stāvām pārkarēm (vairāk nekā 45°) ir nepieciešami balsti; SLA gadījumā daži leņķi drukāšanas laikā rada pārmērīgu sūkšanu. Projektēšana, ņemot vērā šos ierobežojumus, var krasi uzlabot drukas panākumu līmeni.
Ātrā atbilde: Projektējot detaļas, kas derēs kopā, ņemiet vērā saraušanos un sprauslas/lāzera platumu.
Ja jūsu modelis ir daļa no komplekta, atstājiet atstarpi starp pārošanās detaļām - piemēram, 0,2—0,3 mm FDM, 0,1—0,15 mm SLA. Tas nodrošina detaļas samontēt bez spēka un bez pēcapstrādes, lai pielāgotu piemērotību.
Pirms ilgstošas drukāšanas izmantojiet šķēlēja programmatūras priekšskatījuma režīmu, lai pārbaudītu:
Simulācija var noķert kļūdas, pirms jūs tērējat stundas mašīnas laiku un materiālus.
Ideāli 3D drukāšanas rezultāti sākas ar perfekta sagatavošana. Eksportējot pareizajā formātā, labojot tīklus, iestatot pareizu sienas biezumu, stratēģiski orientējot detaļu un izstrādājot, ņemot vērā printera ierobežojumus, jūs ievērojami palielināt izredzes uz pirmo reizi gūt panākumus.
Pie 3DBaltic, mēs katru dienu palīdzam klientiem sagatavoties drukāšanai gatavi 3D modeļi kas darbojas gan FDM, gan SLA tehnoloģijās. Neatkarīgi no tā, vai jums ir nepieciešams ātrs padoms vai pilnīga modeļa optimizācija, mūsu komanda nodrošina, ka jūsu dizains ir ne tikai drukājams, bet arī nevainojams.
Augšupielādējiet savu 3D modeli vai dalieties ar savu ideju — mēs rīkosimies ar visu, sākot no sagatavošanas līdz ražošanai, piegādājot precīzas FDM vai SLA izdrukas laikā un atbilstoši jūsu precīzām specifikācijām.
.webp)

Jūsu 3D drukas eksperts — piedāvā praktisku atbalstu un ilgstošu partnerību.


Ērti un droši SLL šifrēti maksājumi, izmantojot:



Mūsu uzticamie piegādes partneri:





