
Paljud inimesed arvavad, et täiuslike 3D-printide saladus peitub printeris endas - kuid tegelikkuses, tõeline maagia toimub disainifaasis. Hästi ettevalmistatud 3D-mudel prindib kiiremini, kasutab vähem materjali ja sellel on vähem vigu, olenemata sellest, millist tehnoloogiat te kasutate.
Aastal 3DBalti, saame iga kuu sadu faile ja näeme sama mustrit: kui mudel on hoolikalt ette valmistatud, töötab trükk esimest korda. Kui see pole nii, võib isegi parim masin anda vigase tulemuse.
Ükskõik, kas töötate koos FDM funktsionaalsete prototüüpide jaoks või SLA detailsete osade puhul on teie 3D-mudeli ettevalmistamise protsess prindikvaliteedi alus.
Kiire vastus: Kasutage enamiku 3D-printimisprojektide jaoks STL-i või OBJ ning veenduge, et ekspordi eraldusvõime tasakaalustaks üksikasju ja faili suurust.
Kõige tavalisemad 3D-printimise vormingud on:
Kui eksportige oma disaini CAD-tarkvarast, vältige liiga madal eraldusvõime, mis loob lihvitud servad ja liiga kõrge eraldusvõime, mis muudab faili asjatult suureks ja raskemini töödeldavaks.
Pro näpunäide: Enamikus CAD-tööriistades saate reguleerida sätet „akordi kõrgus” või „kõrvalekalle” - väiksemad väärtused parandavad siledust ilma puhitusfaili suurust.
Kiire vastus: Veenduge, et teie mudel oleks veekindel - pole auke, lünki ega kollektoriteta servi.
3D-printerid ei suuda mittetäielikku võrku tõlgendada. Levinumate probleemide hulka kuuluvad pööratud normaalsed, dubleeritud näod ja pindade vahelised väikesed tühimikud. Need põhjustavad lõppobjektis ebaõnnestunud väljatrükke või kummalisi esemeid.
Kasutage selliseid tööriistu nagu:
Kiire vastus: Seinad peaksid olema tugevuse tagamiseks piisavalt paksud, kuid mitte nii paksud, et nad raiskavad materjali või pikendavad prindiaega.
Igal printimistehnoloogial on minimaalne seina paksus:
Samuti veenduge, et graveeritud või reljeefsed jooned on piisavalt suured, et need oleksid pärast printimist nähtavad — FDM puhul vähemalt 0,4 mm sügavus/kõrge; SLA puhul on võimalik peenem, kuid siiski vajab miinimumit.
Pro näpunäide: Kontrollige oma disaini oma printeri omadega düüsi suurus või laserkoha suurus - sellest väiksemad üksikasjad ei lahene õigesti.
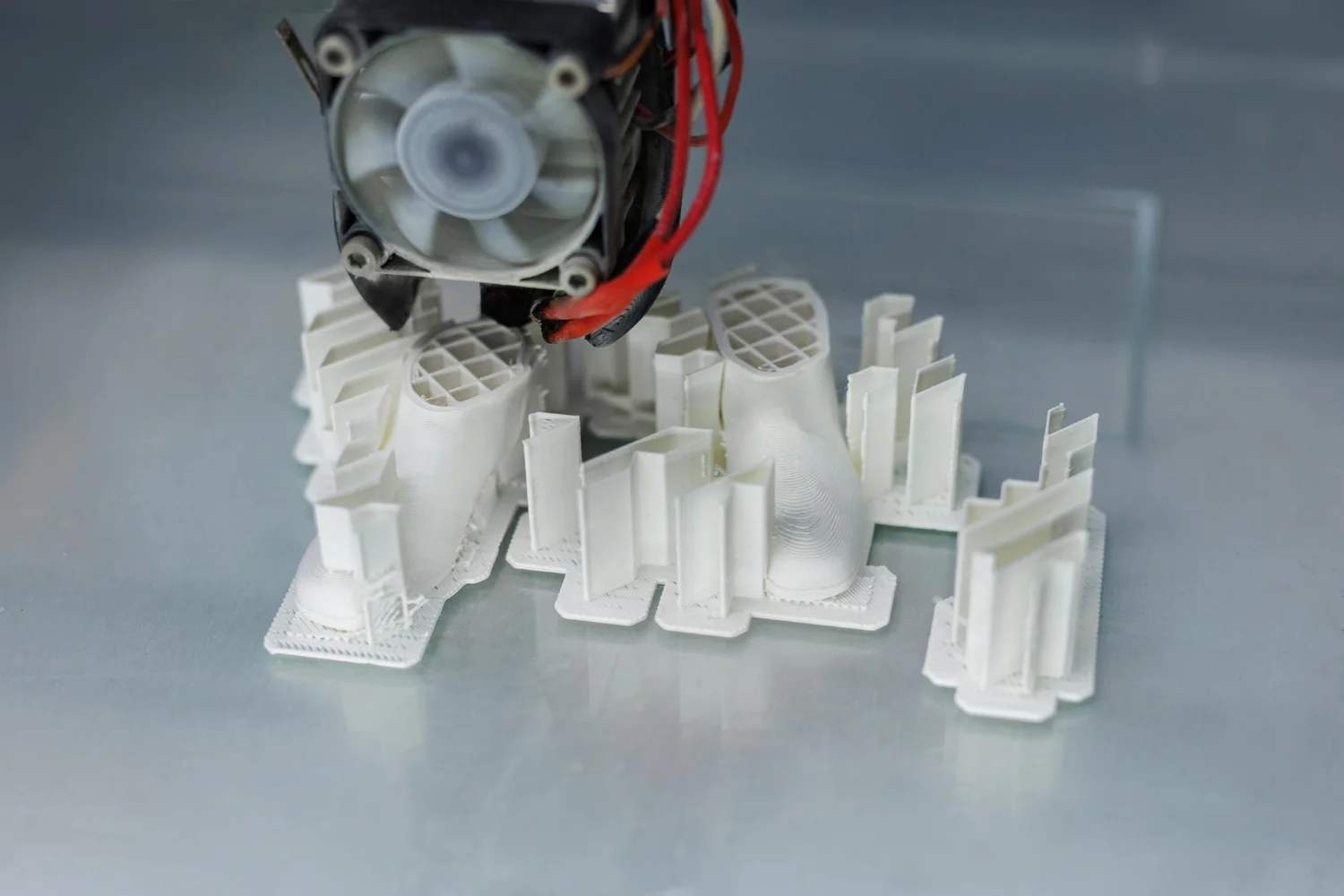
Kiire vastus: Mudeli paigutamise viis mõjutab tugevust, pinnaviimistlust ja prindiaega.
Samuti kaaluge, kus tugistruktuurid puudutavad - mida vähem nähtavaid tugimärke, seda vähem on vaja järeltöötlust.
Kiire vastus: Vältige teravaid nurki ja järske üleulatusi, et vähendada vajadust tugede järele.
Ümardatud servad (fileed) mitte ainult ei paranda välimust, vaid vähendavad ka stressikontsentratsiooni funktsionaalsetes osades. Samamoodi võivad viilud muuta osade printimise lihtsamaks ilma tugedeta.
FDM-printimisel vajavad järsud üleripud (üle 45°) tuge; SLA-s tekitavad teatud nurgad printimise ajal liigset imemist. Neid piiranguid silmas pidades kujundamine võib printimise edukuse määra drastiliselt parandada.
Kiire vastus: Kokku sobivate osade kujundamisel arvestage kokkutõmbumist ja düüsi/laseri laiust.
Kui teie mudel on osa komplektist, jätke paarituvate osade vahele kaugus - näiteks FDM puhul 0,2—0,3 mm, SLA puhul 0,1—0,15 mm. See tagab, et osad saab sobivuse reguleerimiseks kokku panna ilma jõuta ja ilma järeltöötluseta.
Enne pika printimise alustamist kasutage viilutaja tarkvara eelvaaterežiimi, et kontrollida järgmist:
Simulatsioon võib tabada vigu enne, kui raiskate tunde masina aega ja materjale.
Täiuslikud 3D-printimise tulemused algavad täiuslik ettevalmistus. Eksportides õiges vormingus, parandades võrgusilma, määrates õige seinapaksuse, orienteerides oma osa strateegiliselt ja kujundades printeri piiranguid silmas pidades, suurendate oluliselt esmakordse edu tõenäosust.
Aastal 3DBalti, aitame klientidel iga päev valmistuda printimiseks valmis 3D-mudelid mis töötavad nii FDM kui ka SLA tehnoloogiates. Ükskõik, kas vajate kiiret nõu või mudeli täielikku optimeerimist, tagab meie meeskond, et teie disain pole mitte ainult prinditav, vaid ka veatu.
Laadige üles oma 3D-mudel või jagage oma ideed - me tegeleme kõigega alates ettevalmistamisest kuni tootmiseni, pakkudes täpseid FDM- või SLA-printe õigeaegselt ja vastavalt teie täpsetele spetsifikatsioonidele.
.webp)

Teie 3D-printimise ekspert - pakkudes praktilist tuge ja püsivat partnerlust.


Mugavad ja turvalised SLL-krüptitud maksed:



Meie usaldusväärsed saatmispartnerid:





