
Many people think the secret to perfect 3D prints lies in the printer itself — but in reality, the real magic happens in the design phase. A well-prepared 3D model will print faster, use less material, and have fewer errors, no matter which technology you’re using.
At 3DBaltic, we receive hundreds of files each month, and we see the same pattern: when a model is carefully prepared, the print works the first time. When it’s not, even the best machine can produce a flawed result.
Whether you’re working with FDM for functional prototypes or SLA for high-detail parts, the process of preparing your 3D model is the foundation of print quality.
Quick Answer: Use STL or OBJ for most 3D printing projects, and ensure the export resolution balances detail and file size.
The most common formats for 3D printing are:
When exporting your design from CAD software, avoid overly low resolution, which creates faceted edges, and overly high resolution, which makes the file unnecessarily large and harder to process.
Pro Tip: In most CAD tools, you can adjust the “chord height” or “deviation” setting — smaller values improve smoothness without bloating file size.
Quick Answer: Ensure your model is watertight — no holes, gaps, or non-manifold edges.
3D printers can’t interpret an incomplete mesh. Common problems include flipped normals, duplicate faces, and tiny gaps between surfaces. These lead to failed prints or strange artifacts in the final object.
Use tools like:
Quick Answer: Walls should be thick enough for strength, but not so thick they waste material or increase print time.
Each printing technology has a minimum wall thickness:
Also, ensure that engraved or embossed features are large enough to be visible once printed — for FDM, at least 0.4 mm deep/high; for SLA, finer is possible but still needs minimums.
Pro Tip: Check your design against your printer’s nozzle size or laser spot size — details smaller than this won’t resolve correctly.
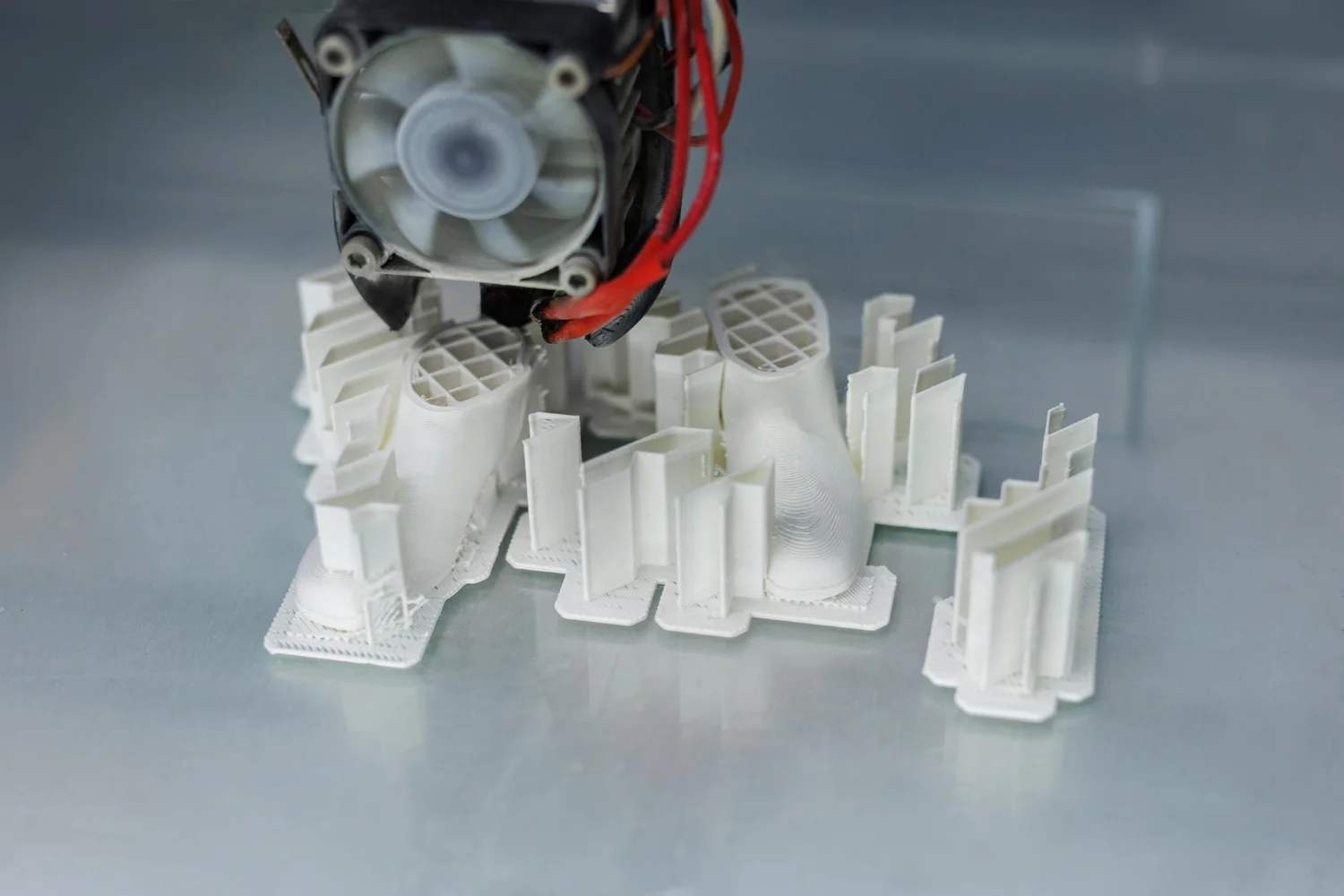
Quick Answer: The way you position your model affects strength, surface finish, and print time.
Also, consider where support structures will touch — the fewer visible support marks, the less post-processing is required.
Quick Answer: Avoid sharp corners and steep overhangs to reduce the need for supports.
Rounded edges (fillets) not only improve appearance but also reduce stress concentrations in functional parts. Similarly, chamfers can make parts easier to print without supports.
In FDM printing, steep overhangs (more than 45°) need supports; in SLA, certain angles create excessive suction during printing. Designing with these limitations in mind can drastically improve print success rates.
Quick Answer: Account for shrinkage and nozzle/laser width when designing parts that will fit together.
If your model is part of an assembly, leave clearance between mating parts — for example, 0.2–0.3 mm for FDM, 0.1–0.15 mm for SLA. This ensures parts can be assembled without force and without post-processing to adjust the fit.
Before committing to a long print, use your slicer software’s preview mode to check:
Simulation can catch mistakes before you waste hours of machine time and materials.
Perfect 3D printing results start with perfect preparation. By exporting in the right format, repairing meshes, setting proper wall thickness, orienting your part strategically, and designing with printer limitations in mind, you greatly increase the odds of a first-time success.
At 3DBaltic, we help clients every day to prepare print-ready 3D models that work across both FDM and SLA technologies. Whether you need quick advice or full model optimization, our team ensures that your design is not just printable — but flawless.
Upload your 3D model or share your idea — we’ll handle everything from preparation to production, delivering precise FDM or SLA prints on time and to your exact specifications.
.webp)

Your 3D printing expert – offering practical support and lasting partnership.


Convenient and secure SLL-encrypted payments by:



Our trusted shipping partners:





